
3 Métodos para Resolver Defectos Internos de Fundición a Presión de Aleación de Aluminio
Defectos internos de las fundiciones a presión
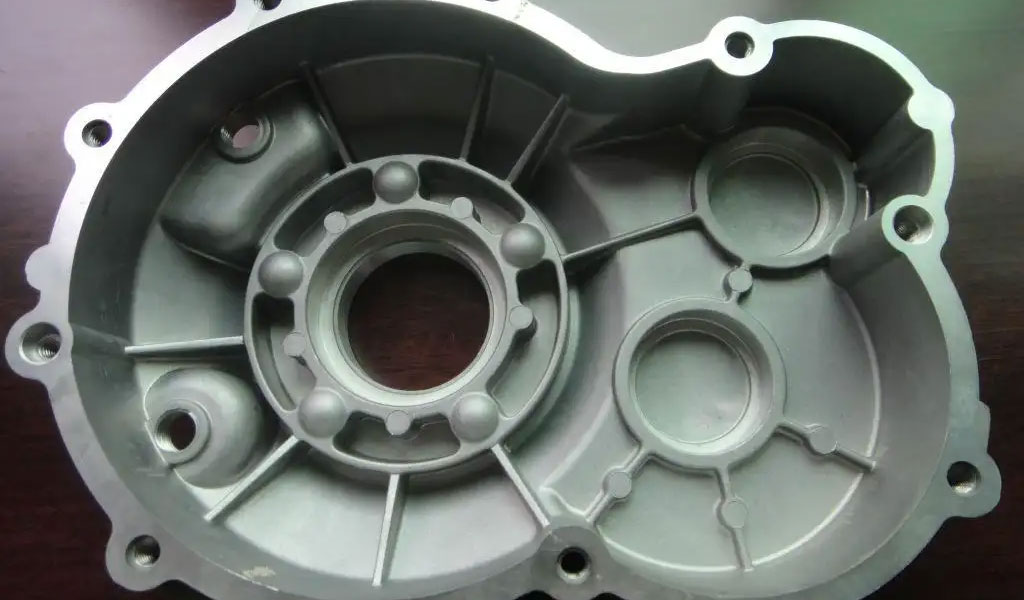
Las fundiciones de aluminio se utilizan ampliamente en autopartes, piezas de fabricación de maquinaria, piezas de computadoras, piezas de telecomunicaciones, piezas de bombas y válvulas, y otras industrias. La calidad de las piezas fundidas a presión de aleación de aluminio se ve afectada por varios factores en el proceso de producción real. Los defectos internos de las piezas fundidas a presión de aleación de aluminio incluyen poros, agujeros de contracción, agujeros sueltos, inclusiones, etc.
Porosidad
Características y métodos de inspección: después de la disección, la inspección de apariencia o la inspección de fallas, el poro tiene una superficie lisa y una forma redonda.
Método de procesamiento:
- Utilice carga seca y limpia, menos impurezas
- Uso de fundición a presión al vacío
- Guíe la presión hidráulica de metal para equilibrar, llene la cavidad de manera ordenada, lo que conduce a la descarga de gas
- La ranura de escape debe establecerse razonablemente y tener suficiente capacidad de escape
- Se necesita pintura con menos energía, la pulverización debe ser fina y uniforme, y el molde debe cerrarse después de aplicar la pintura.
Orificios de contracción, orificios sueltos
Características y métodos de inspección: detección anatómica o de fallas, los orificios tienen forma irregular, no son suaves y la superficie es oscura, poros grandes y concentrados como poros de contracción, poros pequeños y dispersos como porosidad de contracción
Método de procesamiento:
- Reduce la temperatura de vertido y reduce la contracción
- Aumenta la presión específica de inyección y mejora la compacidad
- Modifique la puerta interior para mejorar la transferencia de presión, lo que es beneficioso para el efecto de alimentación de metal líquido
- Cambie la estructura de fundición, elimine la parte de acumulación de metal y haga que el grosor de la pared sea lo más uniforme posible
- Acelera el enfriamiento de piezas gruesas y grandes
Inclusiones
Características y métodos de inspección: Después del procesamiento se ven impurezas metálicas o no metálicas mezcladas en piezas fundidas a presión, formas irregulares, puntos u orificios con diferentes tamaños, colores y brillo.
Método de procesamiento:
- Utilice material de aleación limpio y el botín en el horno debe limpiarse
- La solución de aleación debe refinarse y desgasificarse, y la escoria debe limpiarse
- Limpie la cavidad y la cámara de presión
- Controlar la temperatura de la preservación del calor
Enlace:3 Métodos para Resolver Defectos Internos de Fundición a Presión de Aleación de Aluminio
Etiquetas importantes: Torneado CNC, mecanizado cnc, Prototipado Rapido







